What is MJF?
HP's exclusive 3D printing method is called Multi Jet Fusion (MJF).
In MJF, parts are constructed by jetting a binding agent onto thin layers of nylon- or other polymer-based powder particles and then sintering them using an IR heat source.
MJF creates useful plastic components with isotropic mechanical characteristics that can be used for low-volume end-use manufacture or detailed prototyping.
The Multi Jet Fusion Process
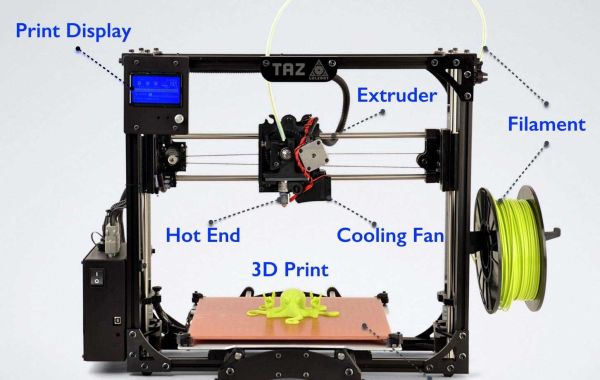
The printer applies a layer of material powder to the printing bed in the Multi Jet Fusion printing process. An inkjet head then passes over the powder, depositing a fusing and a detailing agent over it.
The print is then heated with an infrared device. While the portions containing detailing agent stay as a powder, where a fusing agent was added, the underlying layer melts together. The desired geometry is created as the powdery components shed off. Additionally, since the lower layers support the printed layers above them, modeling supports are no longer required.
According to HP, the main distinction between Multi Jet Fusion printers and the majority of other 3D printing technologies is that each new material and agent layer is added while the previous layer is still molten. This enables complete layer fusion, resulting in increased print quality and finer detail.
The entire powder bed, together with the printed components on it, are transferred to a different processing unit to complete the printing process. Most of the loose, unfused powder is sucked up in this process so that it can be utilized again rather than creating more waste.
MJF Material Options
PA 12 Black
High tensile strength nylon is PA 12 Black. When compared to SLS, the finished products have slightly more isotropic mechanical characteristics and high-quality surface finishes. In comparison to SLS materials, PA 12 can achieve a lower minimum feature resolution (0.02 in) when more detail is needed (0.03 in). The optimum material choice for designs that use living hinges is PA 12 Black.
Primary Benefits
Near isotropic mechanical properties
Economical material choice
PA 12 40% Glass-Filled Black
PA 12 40% Glass-Filled Black is a 40% glass-filled nylon. The final parts are dyed black. The biggest advantage offered by this material is heat deflection at 347°F (measured at 66 psi), ranking 2nd best after PA 12 Mineral-Filled.
Primary Benefits
Economical material choice
Heat deflection
Pros Cons of Multi Jet Fusion
PROS:
Fast printing speed and production cycle
Accurate printing for fine details
Low individual print cost
Design freedom as no supports are needed
Little warping in the final print
Less waste due to powder recycling
Ability to produce colored parts
High-quality surface finish
Consistent mechanical properties
High chemical resistance
HP’s properties polypropylene
CONS:
Expensive initial printer investment
Unable to produce some curved, hollow geometries
The final product is a blotchy gray without dying agents
Small raised text and cosmetic parts might be lost in post-processing